設備控制示意圖
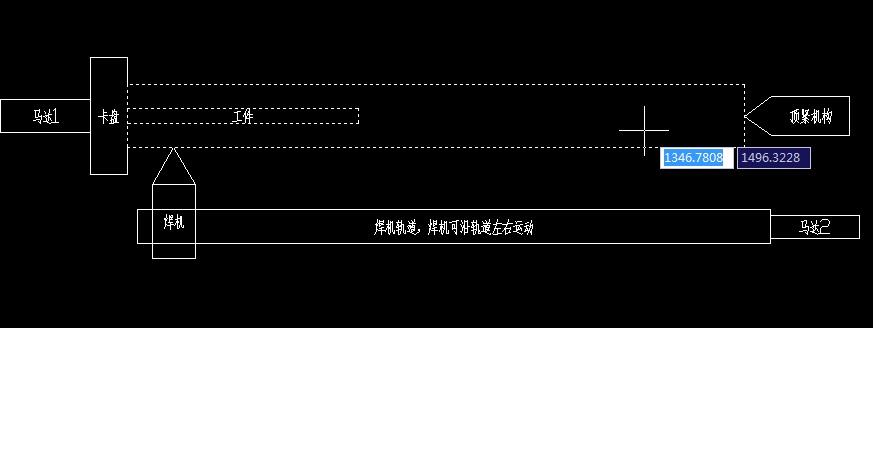
公司要設計一臺設備:具體要求如下,請問如何選擇馬達?如何設計控制部分,謝謝大家;
手動要求 1.開關打到手動模式,電機1手動按鈕可以點動電機轉動;
2.開關打到手動模式,焊機手動按鈕可以點動焊機焊接;
3.開關打到手動模式1,1+2;
4.開關打到手動模式,點動電機2按鈕焊機可以左右移動;
5.手動模式急停開關可以使用;
6.開關打到手動2模式,2+4;
自動要求 1.點動自動1按鈕馬達1自動運轉、焊機自動開始焊接;
2.急停按鈕可以使用;
3.馬達1轉一周的時間由撥碼開關控制,撥碼開關時間可以調整;
4.馬達1轉一周的位置是否到達由接近開關來控制;
5.點擊馬達復位按鈕馬達1自動回原點(即開始焊接的初始位置);
6.點擊自動2按鈕馬達2自動運轉,焊機自動焊接開始,到達傳感器位置自動停止,
并自動復位到初始位置;
 滬公網安備31010802001143號
滬公網安備31010802001143號

