圖片:
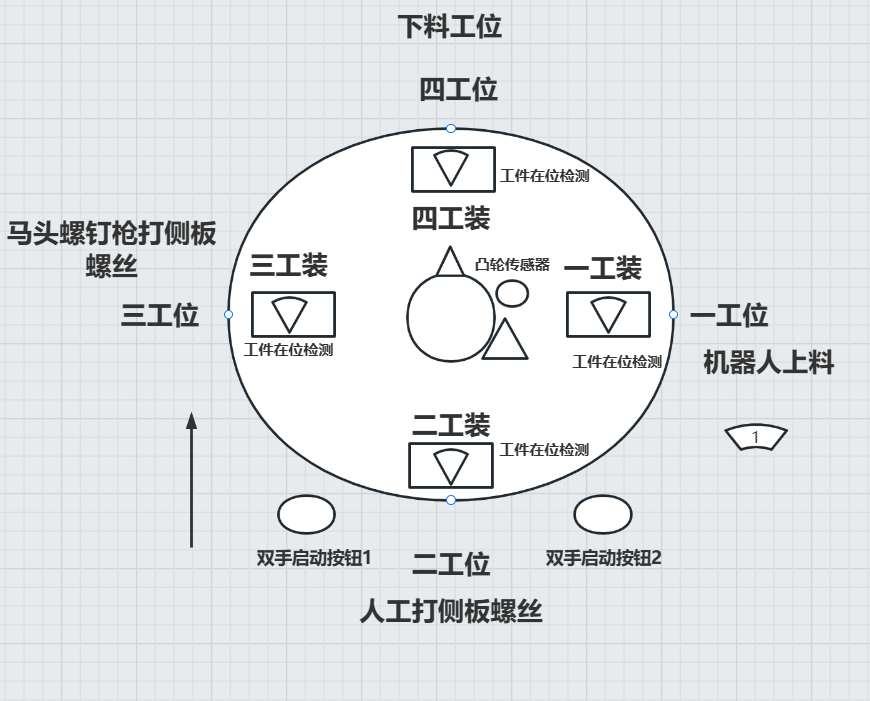
接到一個四工位轉臺的案子,硬件用的西門子1200 1215C 轉臺用的分割器 臺灣野人廠家, 傳感器用了兩個 ,一個是轉臺凸輪 上的檢測傳感器,外加一個檢測工作臺第一工裝的一個傳感器 。四個工裝上分別裝了四個在位檢測傳感器。
控制工藝是 :
1工位上料,機器人上料完成后 ,1工位光電檢測到信號后,機器人發出 一工位夾緊氣缸夾緊,機器人離開干涉區后,工位一完成信號 ON
2工位 按下雙手啟動按鈕,人工打螺絲4個,打完以后, 等到3 4 工位 完成信號,1工位上料完成信號,此時轉臺轉一圈 工件到三工位
3工位,馬頭槍 開始打3個螺絲,打完后,發出3工位完成信號,等待其他工位 完成信號以后, 在按下雙手啟動按鈕,轉盤到4工位
4工位 下料, 轉盤移動到四工位,檢測有料后,搬運模組進行下料。下料完成后,再雙手啟動 開始下一個循環
現在碰到三個問題:
1. 開機第一次 復位設備動作以后,我把3 4 工位賦值 工位完成信號,轉到自動模式,上料以后 ,轉盤一轉盤 我就把工位完成信號復位掉,這 就造成 我只能轉到一次,這個信號該如何取?
2. 每次轉盤一直在轉動, 上料位置,機器人需要判斷這是第幾個工裝夾緊,這樣才能控制對應的夾緊氣缸進行夾緊
3. 下料工位, 每次下料的時候 我也是需要判斷 當前是第幾個工裝,用來松開對應的工裝夾緊氣缸,,
我用的ROL 移位指令 MB10, 第一次轉盤回到原位后,M10.0=ON, 當前為第一個工裝,轉盤一轉動, 移位一次, M10.0-OFF M10.1=ON, 現在工裝在 轉臺的工位二位置,在轉盤轉一圈,移位一次,M10.1=OFF M10.2=ON, 此時是3 工位,轉盤再轉一圈 ,此時移位一次 到四工位 M10.3=ON,M10.2=OFF, 此時在把 MB10賦值=1, 從新開始循環
現在就卡在上面三個問題上了 第一 開機復位以后,3 4 工位取什么信號合適,在進行轉盤 移動 第二 上料位的工裝判斷,,,第三 下料位的工裝判斷,
 滬公網安備31010802001143號
滬公網安備31010802001143號

