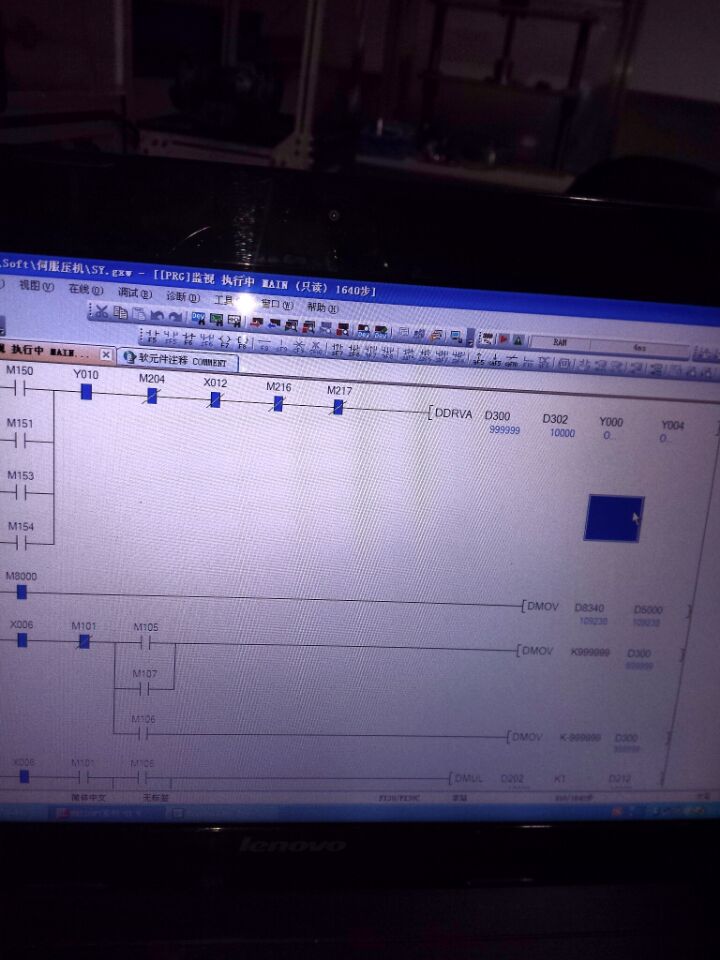
描述:PLC程序
圖片:
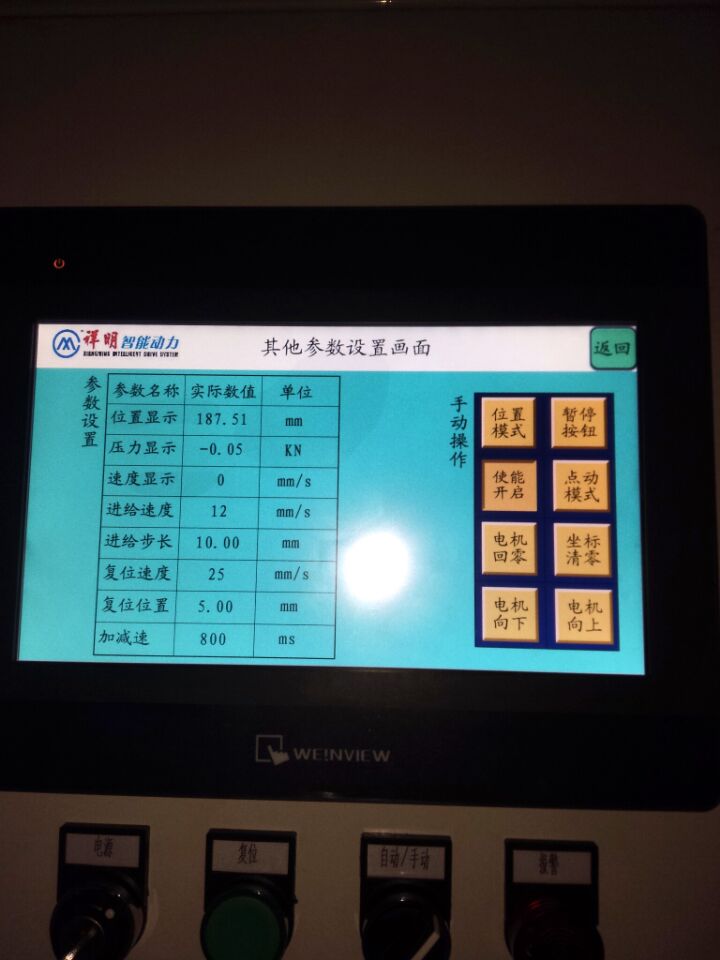
描述:觸摸屏界面
圖片:
描述:驅動器報警
圖片:

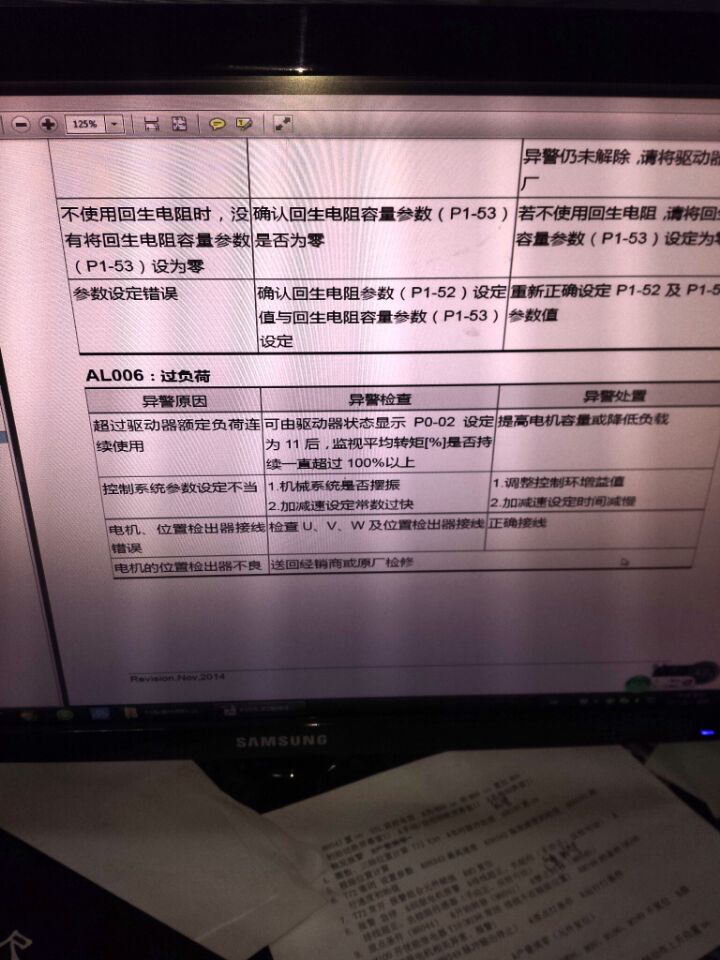
描述:報警解釋
圖片:
壓機外觀

小弟最近在調試一臺伺服壓機,結構比較簡單,就是伺服電機帶動絲杠,絲杠連著壓頭上下移動。
PLC用的是三菱FX3U的,伺服電機用的1.5KW臺達的,驅動器是常用B2型的,用的位置模式,PLC發脈沖來控制絲杠走的距離的。
調試過程中有一問題沒解決,當壓機壓頭壓到底時,PLC得到驅動器零速度信號時就會斷開定位指令,
停止發脈沖。這個時候沒有其他動作,過個5秒作用驅動器會報警,報警代碼是AL006(過負荷),正常流程
是,驅動器不報警的話工人就會按回程按鈕,壓頭回移,所以我就請問這個問題怎么解決,是不是驅動器哪里
參數設置不對。我感覺程序沒什么問題。[ 此帖被15961240230在2017-08-01 22:42重新編輯 ]
 滬公網安備31010802001143號
滬公網安備31010802001143號

