再補充一樓吧,
因為原來的數(shù)控控制器壞了,廠家倒閉了,客戶想修好,2軸驅(qū)動,XY走位,
以前是G代碼(我不會玩),想辦法讓我改來能用,啥都沒給,我看過幾次這個設(shè)備,
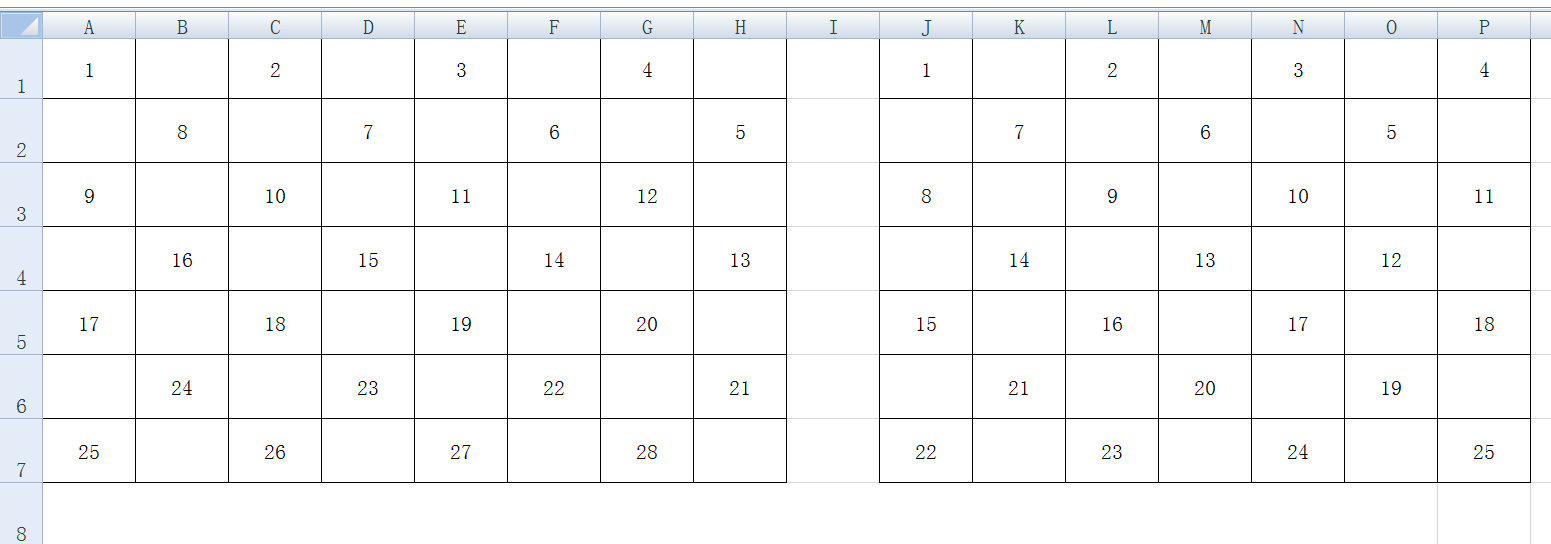
第一行是1234,第二行是5678,(或者是567,比奇數(shù)行少一個)這樣排序,蛇形走位效率最高,
我自己想的辦法,客戶輸入材料長寬,工件間隙,程序自動求出:
第一步
1,第一行能生成多少個,
2,根據(jù)材料長寬,求出偶數(shù)行個數(shù)(和一行一樣,或者少一個,如樓上的圖).,
3,求出總共能做多少行.
~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~
第二步:
因為起始都是從1開始,設(shè)備有個感應(yīng),動作一次,編號+1
根據(jù)給定的編號,求出XY位置,
伺服走位就很簡單了.
~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~
因為項目暫停,后續(xù)詳細開發(fā)就沒搞了.
樓主這個感覺還要比我這個簡單些吧.
我先用畫的圖,琢磨了好久才搞出來,我用PLC模擬,程序給出的XY坐標是沒有問題的.
大概排序就這2種方式
[ 此帖被bnnyygy在2020-11-15 11:37重新編輯 ]
 滬公網(wǎng)安備31010802001143號
滬公網(wǎng)安備31010802001143號

