圖片:
發完帖一直沒來看,沒想到還引出了6樓的設計者啊 。我也是改造一些東西才看到這個說明書。
1、第一,金豐絕對不是你這樣設計的,至少它的回路是可以達到安全兩級,甚至3級的標準的 。
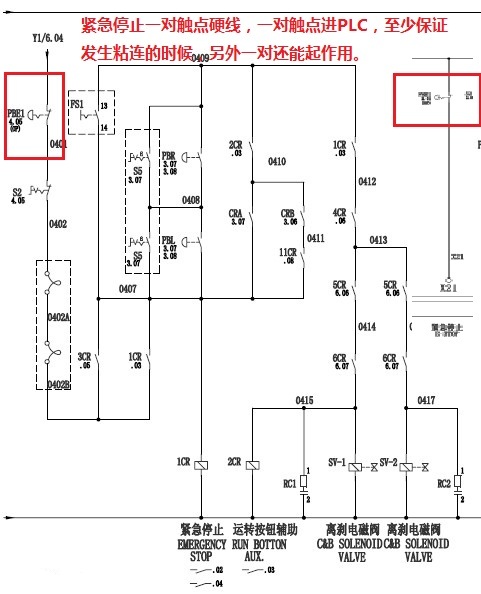
而一般的廠家都圖省事,覺得硬線路麻煩,查線麻煩,用安全繼電器,安全PLC 成本又高。你的緊急停止1對觸點,當發生粘牢,它還能起到安全的作用嗎?難道你通過一個普通繼電器轉就能提高它的可靠性?
2、光幕也是同樣的道理,1對NPN 的信號接個繼電器一分為二難道可靠性就增加了?沒有,你沒見所有的光幕都有兩組輸出嗎,就是給你用的,接安全繼電器最好,差一點1對硬線,另一對進PLC ,兩者通過程序還可以做一個互檢。
3、電機帶飛輪時皮帶可能會打滑,編碼器會打滑嗎?難道你編碼器安裝在主電機側?Z相信號你不用,然后用二度落接近開關去做中斷,請問你用的開關頻率多少的近接開關,印象中最快也就300HZ ,也就是60次的沖床,不到1度的精度,300次沖床,5度的精度,按照國家停上死點-10到正5度的標準........
難怪你速度快了撲捉不到信號.我的理解一般計數采用累積的方法,Z向去檢測;或者0-360的方法,Z向請0 ,二度落去檢測編碼器有沒有連接松脫或損壞。當然現在都在用絕對編碼器了,更可靠,成本也就500-600。
4、最后不要說你是遵循日本JIS標準,難道JIS 標準時很高級的標準嗎? JIS 也有等級的吧,JIS 1級 還是幾級,而且一般也特指機械的精度。比方說間隙,垂直度,平行度。
我沒見過哪家日本廠家是采用這種設計的,小松?會田?IHI?
5、沖床另一個誤區,認為速度越快,要求越高,其實是反的,越是速度慢的沖床越要重視安全,因為往往速度慢的采用人工送料,采用單次作業。反而高速壓力機一般都是自動線,采用連續,無人作業,光幕和安全門一圍,離合器一直吸合,磨損少,危險等級就下來了。
[ 此帖被angelagent在2014-04-16 13:23重新編輯 ]
 滬公網安備31010802001143號
滬公網安備31010802001143號

