圖片:
一個連續(xù)上料檢測與排除的問題!
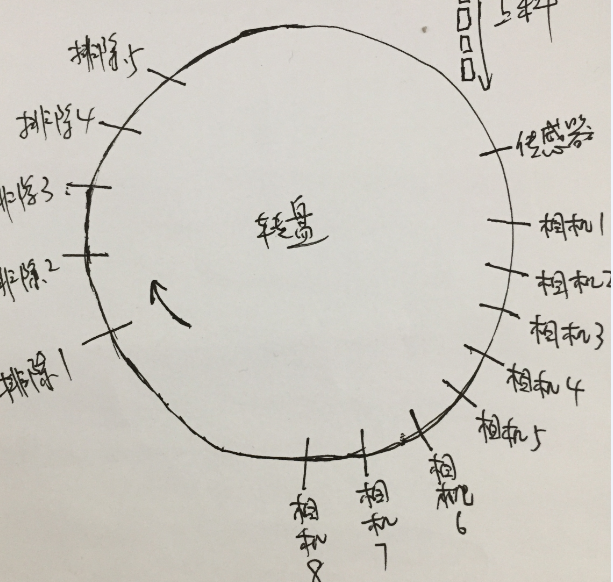
料與料之間的位置間隔距離不定,隨機的。傳感器與PLC連接,料觸發(fā)傳感器,然后PLC通過傳感器信號依次觸發(fā)8個相機拍照,第八個相機處理完成之后,上位機會通過通訊的方式發(fā)送一個信號至PLC,假設分類為1,2,3,4,5。如果是第一種類別,會發(fā)1至PLC。。。每個料會有8個圖像,每個相機拍一下,所以等第八個相機拍完之后才會有結果出來,出結果的時間在第八個相機與第一個排料口之間。然后PLC把料排到對應的料口。
我的想法是:
一、根據(jù)轉盤轉速與上料的速度,確定傳感器到第八個相機料的數(shù)目,每個料觸發(fā)傳感器,傳感器信號控制一個計數(shù)器,計數(shù)器設置值為n,計數(shù)器遞減依次來觸發(fā)8n個定時器。因為每個料相當于有8個定時器,要觸發(fā)8個相機,用定時器來觸發(fā)相機。計數(shù)器的值n一定要大于傳感器到第八個相機料的數(shù)目,不然會漏料然后處理異常。
這個是傳感器到第八個相機的料的序列。
二、從第八個相機到最后一個排料口跟類似上面的方法做個序列。
相機處理的結果放入棧區(qū)。
料處理的結果在第一個排料口之前取出,與5類結果比較,通過定時器排到對應排料口。
這種方式,定時器用的很多,料的排序要寫好大一堆,料在一個區(qū)間內數(shù)目越多,寫的越多。
各路大神們有沒有更好的方法或者思路,或者別的的指令組合,來實現(xiàn)這一功能呢?????
 滬公網(wǎng)安備31010802001143號
滬公網(wǎng)安備31010802001143號

