圖片:
引用
引用第3樓sjm213于2014-06-28 23:05發(fā)表的 :
PLC品牌?型號?如何通訊?
一般此類程序結(jié)構(gòu),是將字符轉(zhuǎn)化為ASCII碼再輸出至地址寄存器。
首先查查“ASCII碼”的概念,再做探討
你好,PLC是臺達(dá)EH系列的,采用RS485通訊,這是個兩臺PLC通訊的程序樣例,以下是附件,不過其中的十六進(jìn)制代碼,我不知什么意思?特請教各位老師,
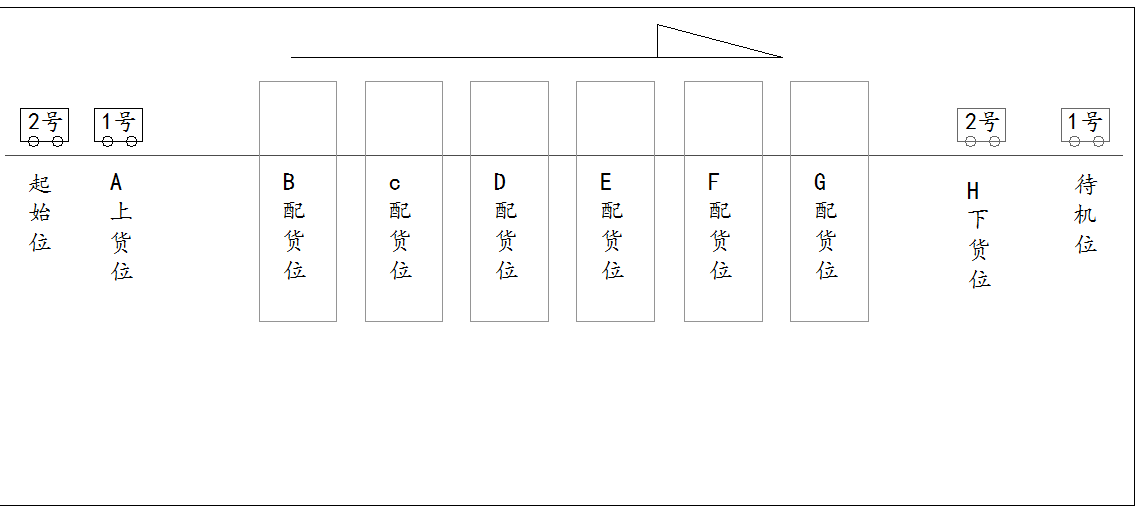
我想做的控制功能是:在同一根軌道有兩臺移動小車,對應(yīng)8個工位,在每一位工位獨(dú)立完成下貨,取貨功能,由于移動有40米,移動布線不方便所以設(shè)計(jì)每臺小車由獨(dú)立PLC控制,
控制流程是:
1.在起始a工位時,一號小車裝貨,確定裝好移到b工位配貨,確定一號小車到b工位后二號小車移到a工位裝貨,以些類推,當(dāng)前工位有小車時,禁止后小車移動.
2.當(dāng)一號小車移到H下貨工位,完成下貨后,一號小車進(jìn)入待機(jī)工位,二號小車移到H下貨工位,下貨.
3.當(dāng)二號下貨完成后,才兩臺同時返回起始點(diǎn)
 滬公網(wǎng)安備31010802001143號
滬公網(wǎng)安備31010802001143號

